BOMBAS DE LÓBULOS SANITÁRIAS
OPTILOBE
A OptiLobe é uma bomba de lóbulo rotativo otimizada projetada para tarefas padrão dentro das indústrias de alimentos, laticínios e bebidas. Ela oferece transferência confiável de fluidos e manuseio suave do produto em combinação com características de baixa pulsação, baixo cisalhamento e baixo ruído. A bomba é adequada para a aplicação mais geral, assim como para limpeza no local.
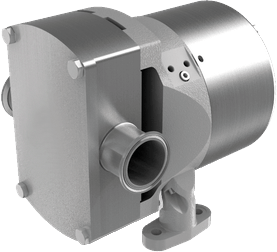
A linha de bombas de lóbulos rotativos OptiLobe combina simplicidade econômica com a qualidade e confiabilidade da Alfa Laval. A linha OptiLobe foi desenvolvida para aplicações gerais nas indústrias de laticínios, bebidas e alimentos. A gama de bombas ‘OptiLobe’ foi certificada pela EHEDG (European Hygienic Equipment Design Group) como totalmente CIP limpável ao seu protocolo e, portanto, é ideal para aplicações onde a limpeza é fundamental. Além disso, a gama de bombas OptiLobe está em conformidade com a Norma Higiênica USA 3-A e todos os componentes de contato de mídia são compatíveis com a FDA. A bomba possui a vedação de carregamento frontal “EasyFit”, que permite inspeção ou substituição rápida e fácil, sem a necessidade de desmontagem da tubulação. A gama de bombas ‘OptiLobe’ é compacta, eficiente e capaz de caudal até 48 m³ / he pressões até 8 bar.
SRU
As bombas de lóbulos rotativos SRU são projetadas para o manuseio cuidadoso de fluidos nas indústrias de laticínios, alimentos e bebidas, biotecnologia e farmacêutica. Fornecem desempenho confiável, operação livre de problemas e eficiência energética superior para aplicações exigentes. É uma excelente escolha para tarefas que exigem bombas à prova de contaminação para atender a altos padrões de higiene, operação de baixo cisalhamento e baixa pulsação. Esta bomba aprovada pela EHEDG lida com Limpeza no Local (CIP) e Esterilização no local, e pode ser fornecida com documentação completa para suportar os rigorosos requisitos de validação.
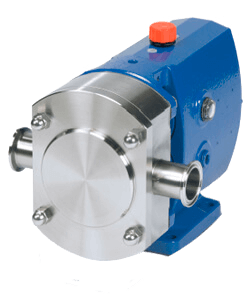
A linha SRU de bombas de lóbulo rotativo foi projetada para uso em aplicações de grande alcance nas indústrias de fabricação de cerveja, laticínios, alimentos, farmacêutica e química. A bomba SRU pode manusear de meios de baixa a alta viscosidade, com sua característica ação suave de bombeamento de baixo cisalhamento, sendo ideal para produtos como cremes, géis, emulsões, misturas aeradas e células delicadas e sólidos orgânicos. em suspensão. A linha SRU é adequada para CIP (limpeza no local) e está em conformidade com o padrão higiênico USA 3-A. Além disso, a linha de bombas SRU é certificada pela EHEDG (European Hygienic Equipment Design Group) como totalmente CIP limpável ao seu protocolo. A faixa de bombas SRU também é classificada para uso em atmosferas potencialmente explosivas sob a Diretiva ATEX 94/9 / EC Grupo II, Categorias 2 e 3, com classificação de temperatura T1 a T4. A linha SRU é compacta e altamente eficiente, com vazões de até 106 m³ / he pressões de até 20 bar. O design modular oferece maior flexibilidade de aplicação e manutenção econômica. A linha SRU é compacta e altamente eficiente, com vazões de até 106 m³ / he pressões de até 20 bar. O novo design modular melhorado oferece maior flexibilidade de aplicação e fácil manutenção econômica.
CONHEÇA NOSSOS OUTROS CONCEITOS